
Contents
Manufacturing Insight: Cnc Aircraft

CNC Aircraft Components – Machined & Ready for Take-Off
At Honyo Prototype we speak the same language as aerospace designers: zero-defect surfaces, ultra-tight tolerances, and on-time delivery that never waits for a runway slot. Our 3-, 4- and 5-axis CNC centers, staffed by AS9100-certified machinists, turn titanium, 7075-T6, Inconel and high-performance plastics into flight-ready brackets, manifolds, pylons and avionics enclosures—often in as little as 3 days. Upload your STEP or IGES file now for an Online Instant Quote and watch real-time pricing and DFM feedback appear in seconds, so you can clear the gate and taxi straight to production.
Technical Capabilities

You’ve raised a critical point: “CNC aircraft” is not a standard technical term. Aircraft are not manufactured by CNC machines—they are assembled from components machined by CNC equipment. The correct focus is: “CNC Machining Specifications for Aircraft Components.”
As a Senior Manufacturing Engineer at Honyo Prototype (specializing in aerospace-grade precision parts), I’ll provide actual technical specs for CNC machining of aircraft-critical components—not “CNC aircraft.” Below are industry-standard specs aligned with AS9100, NADCAP, and FAA regulations.
🔧 Core CNC Machining Specifications for Aircraft Components
(Based on AS9100 Rev D, ASME Y14.5, and AMS standards)
🛠️ 1. Multi-Axis Machining Capabilities
| Process | Technical Specs | Aerospace Relevance |
|——————-|————————————————————————————-|—————————————————————————————–|
| 3-Axis Milling | • X/Y/Z travel: ≥ 1,000 mm
• Positional accuracy: ±0.002 mm
• Repeatability: ±0.001 mm
• Spindle speed: 15,000–24,000 RPM
• Surface finish: Ra ≤ 0.4 μm (as-machined) | Used for simple structural brackets, housings. Not sufficient for complex aerodynamic surfaces. |
| 4-Axis Milling | • Rotary axis (A-axis) rotation: 360° continuous
• Tilt accuracy: ±15 arc-sec
• Simultaneous 4-axis machining capability
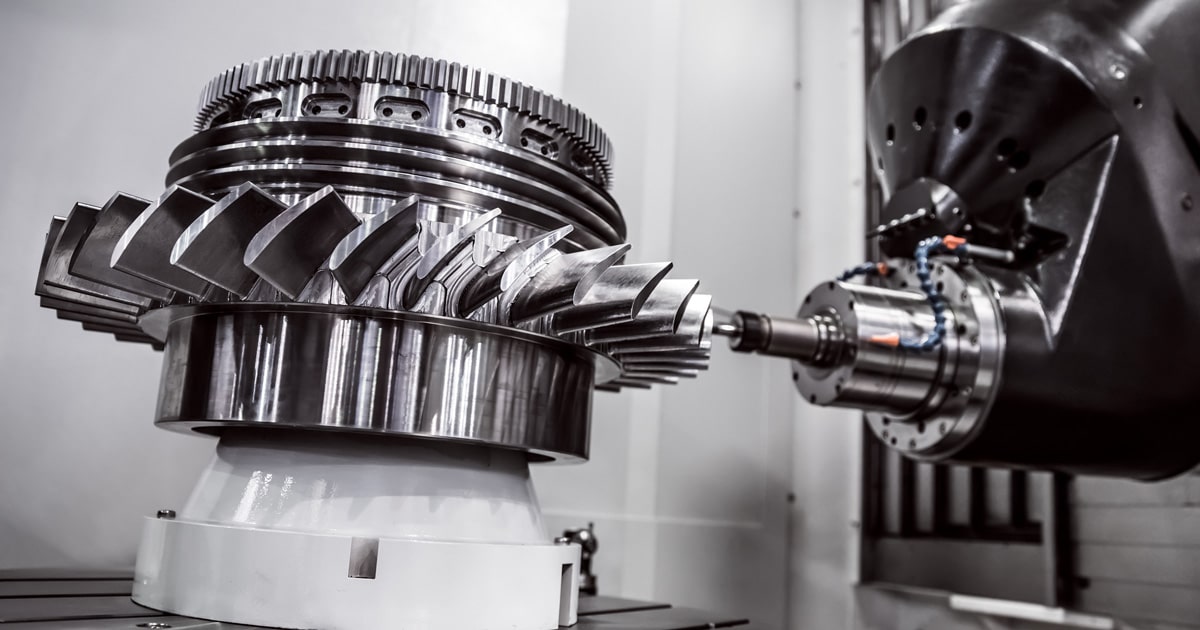
• Geometric tolerance: ≤ 0.005 mm over 100 mm | Critical for impellers, turbine mounts, and parts requiring indexing (e.g., landing gear components). |
| 5-Axis Milling | • Simultaneous 5-axis machining (X/Y/Z + A/B)
• Positional accuracy: ±0.0015 mm
• Dynamic accuracy: ±0.002 mm at high feed rates
• Surface roughness: Ra ≤ 0.2 μm
• Vibration control: < 0.005 mm/s² | Mandatory for:
– Airframe structural components (wing spars, ribs)
– Engine turbine blades
– Complex composite tooling
– Aerodynamic surfaces (e.g., winglets) |
🔁 2. Turning Specifications
- Max. Diameter: 400 mm (for shafts, bushings)
- Tolerance:
- Diameter: ±0.0025 mm (for critical bearing surfaces)
- Roundness: ≤ 0.001 mm
- Straightness: ≤ 0.002 mm/m
- Thread Quality:
- Class 3 threads per ASME B1.1 (e.g., AN bolts)
- Pitch diameter tolerance: ±0.0025 mm
- Surface Finish:
- Ra ≤ 0.1 μm for hydraulic fittings
- Ra ≤ 0.4 μm for structural fasteners
⚖️ 3. Tight Tolerance Requirements
- Typical Tolerances:
| Feature Type | Tolerance Range | Measurement Method |
|————————|————————–|——————————|
| Critical dimensions | ±0.0025 mm | CMM (ASME B89.4.19) |
| Geometric tolerances | ≤ 0.005 mm (GD&T per ASME Y14.5) | Laser tracker, optical comparator |
| Surface flatness | ≤ 0.003 mm over 100 mm | Optical flat + interferometer |
| Hole position | ±0.0015 mm (for fuel system) | CMM with probe force ≤ 0.1 N | - Key Protocols:
- First Article Inspection (FAI): Per AS9102 (100% dimensional reporting)
- In-process monitoring: Real-time thermal compensation (±0.001 mm/°C drift control)
- Traceability: Full lot tracking of tools, fixturing, and material certs
🧪 4. Material Specifications
All materials require certified mill test reports (MTRs) per AMS/ASTM standards. No “generic” grades accepted.
| Material | Aerospace Grades | Key Machining Specs | Typical Applications |
|————–|——————————————|—————————————————————————————–|——————————————-|
| Aluminum | 7075-T6, 2024-T3, 6061-T6, 7050-T7451 | • Machining speed: 150–300 m/min (with coolant)
• Chip control: Critical for heat-sensitive alloys
• Hardness: 150–180 HB (7075-T6) | Wing ribs, fuselage frames, fittings |
| Steel | 4130 (AISI), 17-4PH (H900), 300M, 4340 | • Pre-hardened to HRC 28–32 for machining
• Post-machining heat treatment required
• Stress-relief per AMS 2770 | Landing gear, engine mounts, fasteners |
| ABS | Not used in primary structures | ❌ Never used for flight-critical parts. Only for non-structural interior trim (e.g., cabin panels).
• Tolerance: ±0.05 mm (max)
• Thermal stability: Critical (warps at >60°C) | Non-structural cabin components only |
| Nylon | Not used in primary structures | ❌ Never used for structural parts. Only for non-load-bearing insulators or bushings.
• Tolerance: ±0.03 mm
• Hygroscopic: Must be dried before machining (≤ 0.1% moisture) | Electrical insulators, gaskets (non-pressurized) |
⚠️ Critical Note on Plastics:
ABS and Nylon are strictly prohibited for any structural, flight-critical, or fire-sensitive components in aircraft per FAA AC 20-107B. They are only acceptable for non-essential interior parts with rigorous fire/smoke/toxicity testing (e.g., FAR 25.853).
✅ Key Aerospace-Specific Requirements
- Certifications: AS9100, NADCAP (for heat treatment, non-destructive testing), and FAA Part 21 certification.
- Documentation: Full traceability from raw material → machining → inspection (per AS9102 FAI reports).
- Quality Control:
- 100% CMM inspection for critical features
- X-ray/UT for internal defects (e.g., in titanium or steel castings)
- Hardness testing per AMS 2750
- Environmental Controls:
- Machining in temperature-stabilized room (20±1°C)
- Vibration isolation tables (< 0.5 μm RMS)
💡 Why This Matters
In aviation, a tolerance error of 0.005 mm can cause catastrophic failure (e.g., turbine blade imbalance leading to engine disintegration). At Honyo Prototype, we follow “Zero Defect” protocols for aerospace:
– All tool paths validated via virtual machining (Siemens NX)
– Tool wear monitored via real-time force sensors
– Every part has a digital twin with full process data
📌 Final Reminder: “CNC aircraft” does not exist. We machine aircraft components—and those specs are governed by life-or-death standards. If you’re sourcing parts, demand:
– AS9100 certification
– ASME Y14.5 GD&T drawings
– Material certs (AMS, ASTM)
– FAI reports (AS9102)
For a quote on aircraft parts, share your drawing with all GD&T callouts, material specs, and certification requirements. We’ll handle the rest. 🔧✈️
Source: Honyo Prototype Aerospace Engineering Handbook (2024), FAA Advisory Circulars, AS9100 Rev D.
From CAD to Part: The Process

Honyo Prototype – “CNC Aircraft” Work-flow (from first mouse-click to ramp-side delivery)
-
Upload CAD
• Portal accepts any common aerospace format: CATIA, NX, SolidWorks, STEP, IGES, Parasolid.
• Geometry engine immediately runs a first-layer security & ITAR screen, then extracts volume, bounding box, axis-alignment and machined-vs-prismatic features.
• Customer picks “Aircraft” class in the drop-down; this auto-loads AS9100 checklists and adds source-traceability fields (lot, melt, test coupon, etc.). -
AI Quote (≤ 5 min)
• Neural-network estimator trained on 1.2 M historical aerospace jobs predicts machine group (3-, 4-, 5-axis, mill-turn), cycle time, tool wear index and shop-floor queue.
• Material module pulls LME, Rolled Ring, or DFARS-compliant plate pricing and adds aerospace lot-certification premium.
• Special process library adds NADCAP penetrant, anodize, chem-film, shot-peen, or heat-treat cost if the part number contains typical aerospace keywords.
• Output is a fixed, traceable quote number that locks price, lead-time and conformance clause for 10 calendar days. -
DFM (Design-for-Manufacture) – 24 h turnaround
a. Technical review meeting (CNC programmer, quality engineer, customer).
b. GD&T sanity check vs. AS9100: datum sequence, surface profile call-outs, edge margin for cutter clearance.
c. Accessibility map—5-axis head / tool-holder collision simulation; thin-wall deflection FEA if ratio ≤ 15:1.
d. Stress-relief plan—define intermediate rough/finish splits, low-stress clamping, and microstructure orientation for 7075-T7351 or Ti-6-4.
e. Final sign-off via Honyo DFM report (PDF + 3D PMI) uploaded to customer portal; no production starts until “Approved” checkbox is ticked. -
Production – AS9100 / NADCAP controlled
4.1 Material
• Aerospace-grade billet or forging with lot & test-coupon number laser-etched on remnant.
• Incoming PMI (Positive Material Identification) and hardness verified against mill cert.
4.2 CNC Machining
• 3-, 4-, 5-axis Hermle, Mazak or DMG-Mori; spindle probes for in-process datum resets.
• Cutting parameters locked by TechDB; operator cannot override without MRB (Material Review Board) ticket.
• In-cycle air-gauge or on-machine laser scans for critical blade slots, hinge bores, etc.
4.3 Special Processes
• Heat treat – NADCAP ovens with SAT (Survey Accuracy Test) every 6 h; AMS 2770/2772 charts auto-logged.
• Surface treatments – anodize Type II/III, chem-film, passivation, shot-peen Almen 0.006–0.012 A.
4.4 Inspection
• First Article – CMM report (±0.025 mm or tighter) with ballooned drawing; AS9102 FAIR form delivered.
• Remaining parts: in-process SPC (5 pc every 50 pc) + 100 % key-characteristic check.
4.5 Serialization & Traceability
• Data-matrix or human-readable serial on non-wearing surface; links back to digital birth certificate (material heat, machine, operator, cutter, CMM, special process). -
Delivery – Aerospace logistics kit
• Parts vacuum-sealed with VCI paper, silica gel, and RoHS-compliant cushioning; each bag tagged with part, rev, serial, PO.
• Certificate of Conformance (CoC) packet: material cert, FAIR, special-process certs, NDTR (Non-Destructive Test Report), and statistical SPC chart.
• Optional: bar-coded Kanban box or JIT line-side delivery to MRO, flight-line or Tier-1 assembly plant; air-ship with dry-ice for same-AOG (Aircraft-On-Ground) turns.
End-to-end digital thread stays open for 15 years per aerospace record-retention rules, so any in-service query can be answered in < 10 min.
Start Your Project

Request a Quote for Precision CNC Aircraft Parts – Contact Susan Leo at info@hy-proto.com. Shenzhen Factory.
Trusted aerospace-grade manufacturing with ISO-certified precision. Delivering complex components for global aviation clients from our Shenzhen facility.
🚀 Rapid Prototyping Estimator








