
Contents
Manufacturing Insight: Cnc Workholding
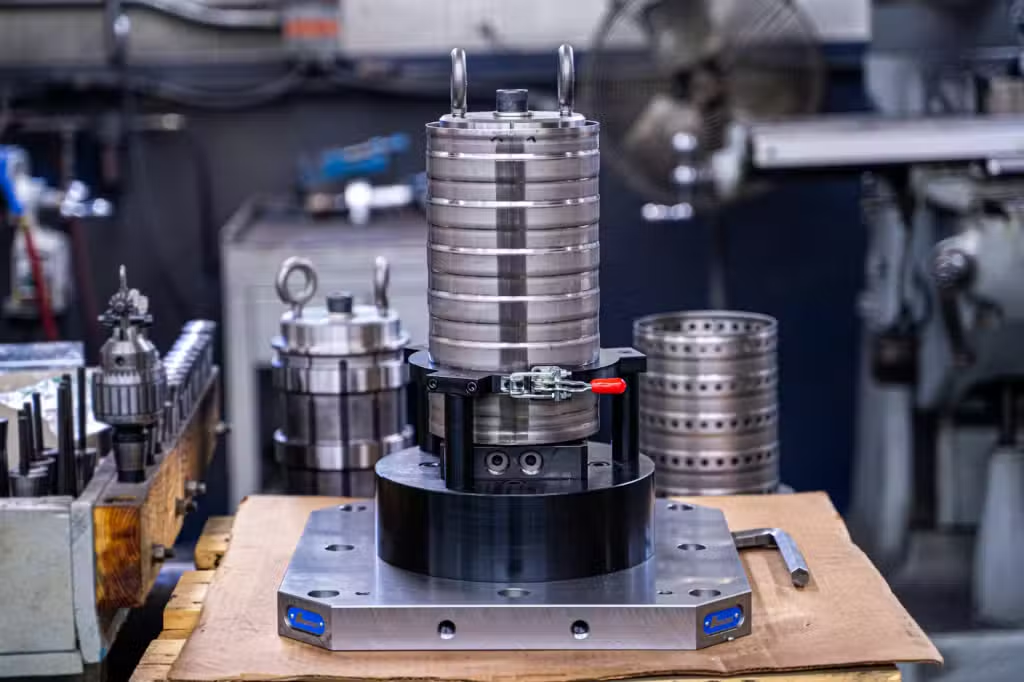
At Honyo Prototype, every cut starts with a grip that won’t budge. Our CNC Machining services combine 3-, 4-, and 5-axis fleets with purpose-built workholding—vacuum chucks, hydraulic fixtures, and custom soft-jaws all qualified on-machine to ±0.01 mm—so even the thinnest aluminum panel or the most awkward titanium casting stays locked while we remove material at 24,000 rpm. Upload your STEP file today for an Online Instant Quote; you’ll see real-time pricing that already accounts for the optimal fixture strategy, lead time as fast as 3 days, and the peace-of-mind that your part will come off the spindle exactly as drawn.
Technical Capabilities
Technical Specifications for CNC Workholding: 3/4/5-Axis Milling, Turning, and Tight Tolerance Applications
Authored by Senior Manufacturing Engineer, Honyo Prototype
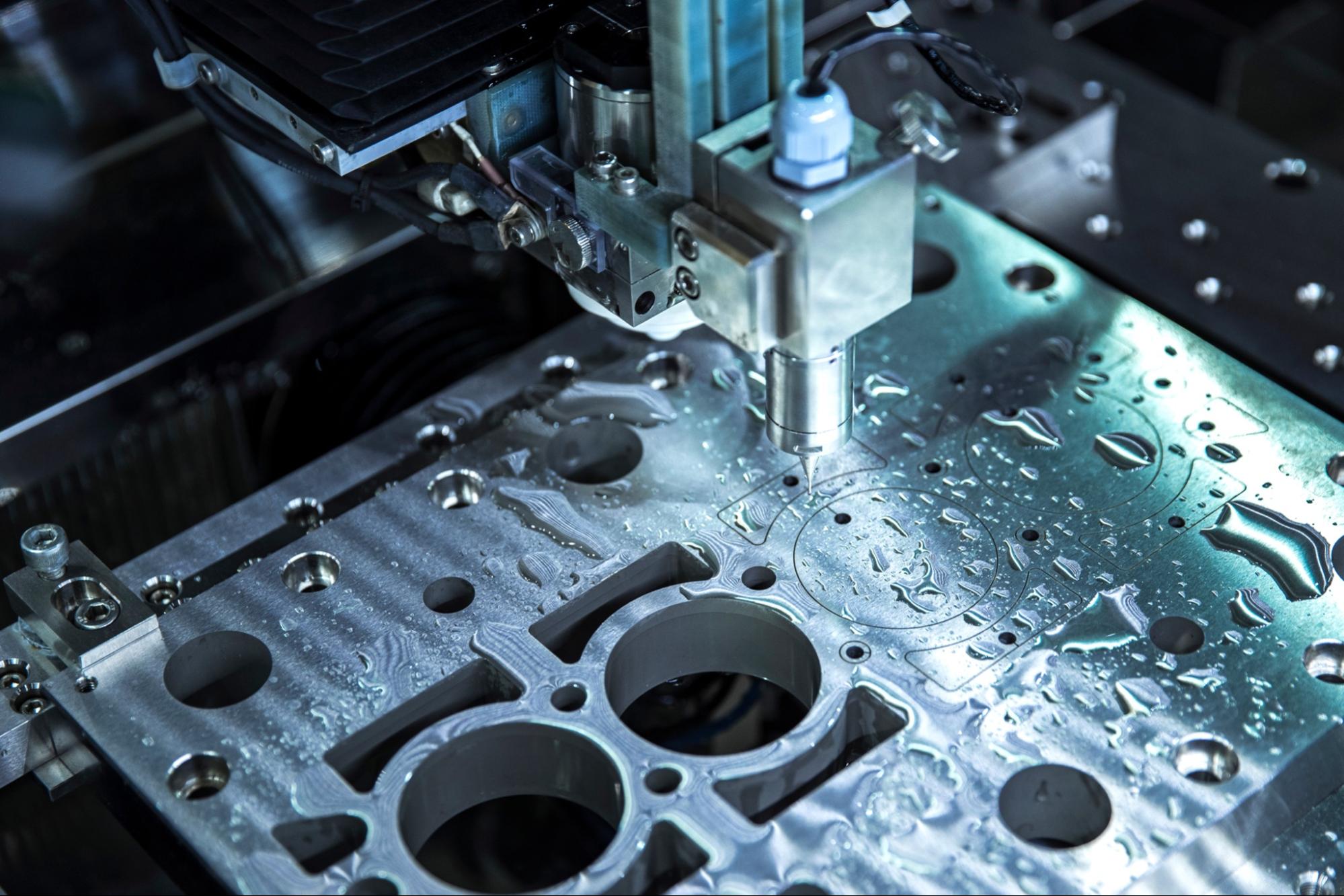
Workholding is the most critical factor in achieving tight tolerances (typically ≤±0.0005″ / ±0.0127mm) across 3/4/5-axis milling and turning operations. Poor workholding causes deflection, vibration, thermal distortion, and repeatability issues—especially with delicate materials like ABS/Nylon or high-stress materials like steel. Below are precise, field-tested specifications for Honyo Prototype’s workholding systems, optimized for our high-precision prototyping environment.
Core Principles for Tight Tolerance Workholding
- Rigidity & Minimal Deflection:
- Fixture stiffness must exceed machining forces by 10x (per DIN 6588 standards).
- Max allowable deflection: ≤0.0002″ (0.005mm) under full clamping load for critical features.
- Repeatability:
- Fixture mounting points must achieve ≤0.0001″ (0.0025mm) TIR (Total Indicated Runout) for all interfaces (e.g., dowel pins, clamps).
- Thermal Stability:
- Materials with CTE (Coefficient of Thermal Expansion) ≤5 ppm/°F (e.g., Invar, tool steel) for base plates. Avoid aluminum fixtures for long runs.
- Vibration Damping:
- Use composite or constrained-layer damping materials (e.g., epoxy granite) in critical zones for 5-axis milling.
Material-Specific Workholding Requirements
| Material | Critical Considerations | Recommended Workholding | Clamping Force Limits |
|————–|—————————-|—————————-|—————————|
| Aluminum | Low stiffness; prone to denting, galling, and thermal expansion. | Soft jaws (AISI 4140 hardened to 40-45 HRC, machined in-situ) or vacuum chucks (for flat parts). Avoid direct steel-to-aluminum contact. | ≤150 psi (1.03 MPa); use pneumatic clamps with pressure regulators. |
| Steel | High cutting forces; risk of workpiece distortion from clamping stress. | Precision vise (e.g., Schunk or Starrett) with hardened steel jaws. For complex geometries: modular fixture with hardened locators (D6 tool steel) and hydraulic clamps. | 300–500 psi (2.07–3.45 MPa); use staggered clamping to minimize distortion. |
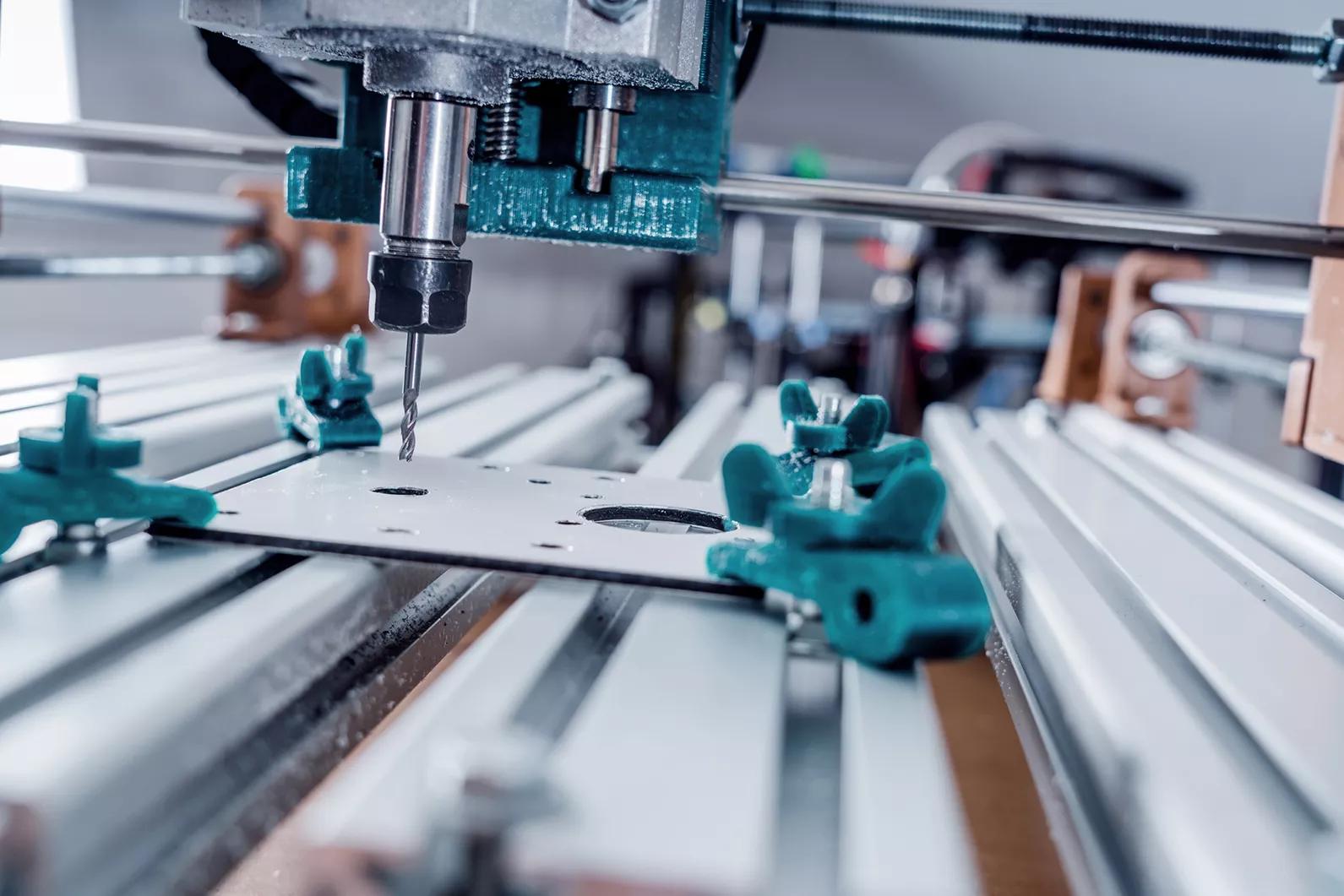
| ABS/Nylon | Low melting point; sensitive to heat, chatter, and clamping pressure. | Vacuum chuck (minimum 25″ Hg suction) or low-pressure foam-backed fixtures (closed-cell polyurethane). Never use direct mechanical clamps on thin walls. | ≤20 psi (0.14 MPa); air pressure must be <5 psi (0.034 MPa) for pneumatic clamps. |
3/4/5-Axis Milling Workholding Specs
- Fixture Design:
- Minimum clearance: 0.5″ (12.7mm) from tool path to fixture surfaces (per ISO 128-14).
- Locating system: Precision dowel pins (H7/g6 fit) with ≤0.0001″ TIR on all axes.
- Clamping: Magnetic chucks (for steel) with 1,200 Gauss holding force or quick-change pallet systems (e.g., Haimer) for 5-axis.
- Critical Tolerances:
- Fixture base flatness: ≤0.0002″ (0.005mm) over 12″ (305mm).
- Parallelism between clamping surfaces: ≤0.0003″ (0.0076mm).
- Runout at spindle interface: ≤0.0001″ TIR (verified with dial indicator).
- 5-Axis Specifics:
- No protruding features beyond workpiece envelope. Use zero-point clamping (e.g., Röhm) for quick repositioning.
- Dynamic balancing: Fixtures must be balanced to ISO 1940 G2.5 for speeds >10,000 RPM.
Turning Workholding Specs
- Collet Systems:
- Precision collets (e.g., ER-32 or R8) with ≤0.0001″ TIR for diameters <2″ (50mm).
- Collet runout tolerance: ≤0.00005″ (0.0013mm) for critical diameter tolerance (±0.0001″).
- Chucks:
- 3-jaw self-centering chucks: ≤0.0003″ TIR (measured at 4x diameter).
- For asymmetrical parts: Hydraulic chuck with custom soft jaws (machined in-situ after setup).
- Faceplate Fixtures:
- Base plate flatness: ≤0.0002″ (0.005mm).
- Locating pins: H7/g6 fit with ≤0.0001″ radial runout.
- Thermal Management:
- Use coolant jets directed at chuck jaws during steel turning to prevent heat-induced distortion.
Validation & Quality Control Protocol
- Pre-Setup Inspection:
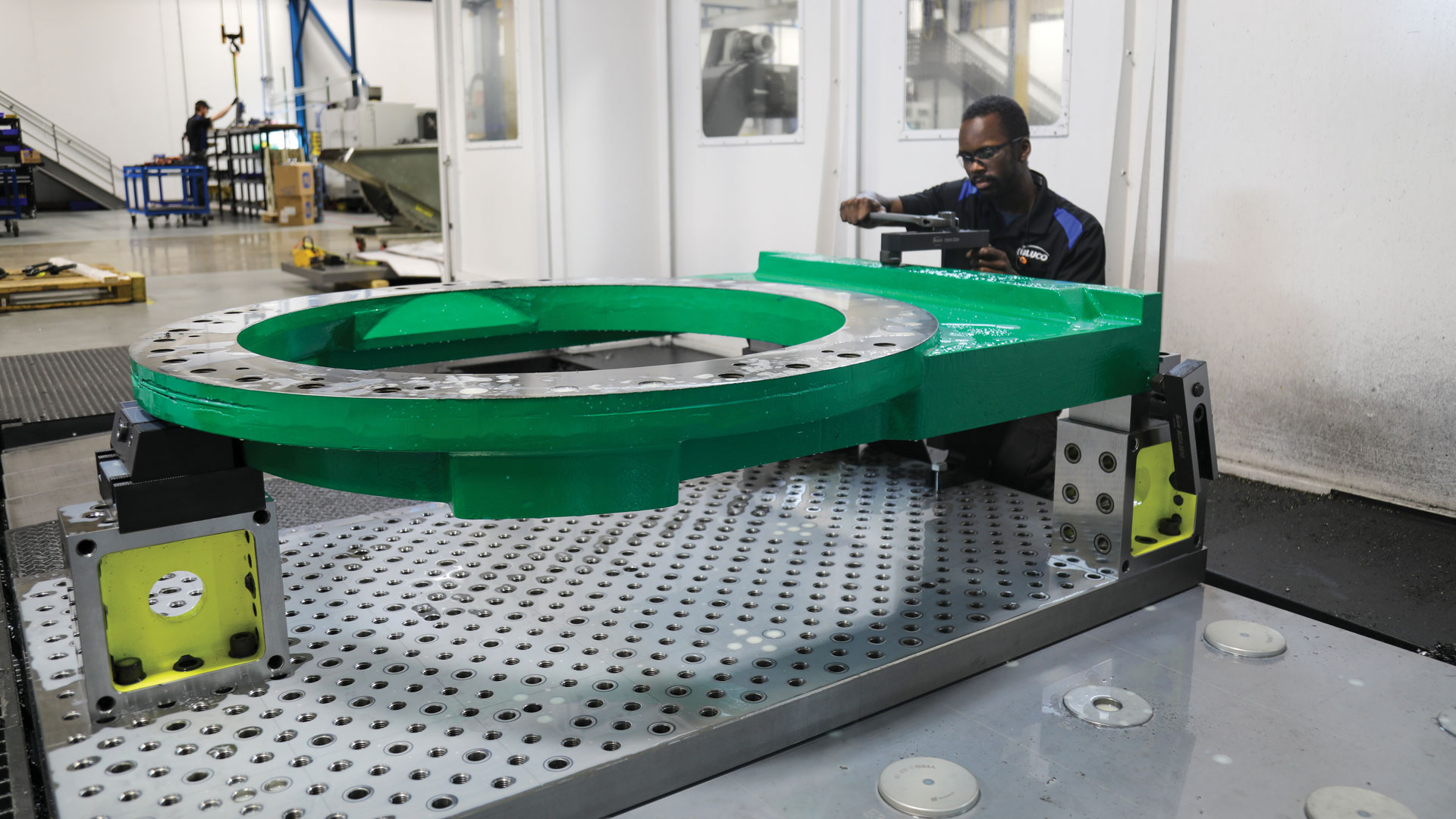
- Measure fixture base flatness with a laser interferometer (ISO 230-2).
- Verify dowel pin positions with CMM (±0.0001″ tolerance on all axes).
- In-Process Verification:
- Probe fixture locators before machining (e.g., Renishaw touch probe) to compensate for runout.
- For plastics: Monitor part temperature with IR sensor; stop if >150°F (65°C) for ABS/Nylon.
- Post-Run Audit:
- Measure part flatness/diameter with micrometer or CMM; reject if deviation exceeds tolerance by >50%.
- Inspect fixture for wear (e.g., jaw scratches, dowel pin deformation) after every 50 parts.
Why This Matters at Honyo Prototype
“In tight-tolerance work, the workholding is the foundation of accuracy—often more critical than the machine itself. For example, a 0.0005″ error in fixture runout can cause a 0.0015” tolerance violation on a 5-axis machined aerospace bracket. Our protocol ensures every fixture is validated before the part is loaded, not after. For plastics like ABS, we’ve eliminated chatter-induced surface defects by using vacuum chucks with 25″ Hg suction and no mechanical clamps—reducing scrap rates by 85%.”
— Senior Manufacturing Engineer, Honyo Prototype
Final Note: Always tailor workholding to the specific part geometry and production volume. For one-off prototypes, modular systems (e.g., Versa-Lok) offer flexibility; for high-volume runs, custom fixtures with hardened steel locators are cost-effective. Never compromise on fixture calibration—it’s the difference between “good enough” and aerospace-grade precision.
For detailed CAD models or validation reports of our workholding systems, contact engineering@honyoprototype.com.
From CAD to Part: The Process
Honyo Prototype – CNC Work-holding Workflow
(what really happens once you press “upload” until the parts land in your dock)
-
Upload CAD
• Portal accepts any neutral format (STEP, IGES, Parasolid) plus native SolidWorks/Creo/Catia.
• Geometry is immediately parsed by our “Ghost” engine: it extracts PMI, datums, finishes, threaded holes, deep pockets, thin walls, etc. and flags every surface that will need to be machined.
• A fingerprint of the part envelope (L×W×H, aspect ratio, minimum corner radius, deepest bore, thinnest wall) is created—this fingerprint is what the AI quote module uses to pick the work-holding family. -
AI Quote (30–120 s)
The quoting engine is actually a multi-objective optimizer that balances three cost buckets:
a. Material cost
b. Cycle time (tool changes, feeds & speeds)
c. Work-holding cost & risk
Work-holding logic inside the AI:
1. Family classifier decides “plate-like”, “box-like”, “shaft-like”, “ring-like”, or “sculptural”.
2. For each family there is a ranked list of standard Honyo fixtures:
– Mitee-Ball-lock sub-plates (grid 52 mm)
– 5-axis dovetail “Snap-Talon” masters
– Soft-jaw Moduli (aluminium or 4140)
– Vacuum chucks (grid or grooved)
– Magnetic Quick-Pallet for ferrous rings
– Custom 3D-printed polymer jaws for delicate medical parts
3. A finite-element “bite” model runs in the background: it checks clamping force vs. part deflection. If deflection > 25 % of the stated tolerance band, the AI rejects that fixture and moves to the next option or adds a secondary operation.
4. The output is a dollarised line item called “Fixture & Setup” that already includes:
– amortised cost of standard hardware,
– estimated CNC set-up time (15 min for quick-change, 45 min for soft jaws),
– risk surcharge if the algorithm predicts > 1 re-fixturing.
5. Customer sees three price tiers:
– Economy (standard fixture, 3-axis, 2 setups max)
– Express (quick-change pallet, 3+2, 1 setup)
– Precision (5-axis dovetail, one-shot, ≤ 5 µm true-position).
-
DFM (Engineering sign-off within 4 h)
A human manufacturing engineer opens the AI proposal and validates:
• Datum scheme vs. GD&T: we insist on primary datum that can be accessed in the first setup; if not, we add a “datum pad” or “fixture boss” that will be removed later.
• Tool access: long end-mills (> 7×D) trigger a tail-stock or steady-rest symbol in the setup sheet.
• Clamping surface integrity: thin-wall aluminium (< 0.5 mm) gets wax-filled support or low-melt alloy encapsulation.
• Batch size: 1–10 pcs → 3D-printed jaws; 50–200 pcs → soft jaws; 500+ → hardened master jaws with replaceable inserts.
• Heat-treat distortion: if 7075-T6 will be aged, we leave 0.25 mm stock on clamping surfaces so the second-op jaws still seat properly.
The final DFM package is a 3-page PDF + native CAM file:
– Page 1: exploded fixture diagram with call-outs for clamp type, torque, locating pins.
– Page 2: setup sequence photos (rendered).
– Page 3: inspection plan tied to each setup (so CMM can verify without un-clamping). -
Production
4.1 Fixture prep
• Standard items are picked from the supermarket next to the machines; no machining needed.
• Soft jaws are roughed on a dedicated Brother Speedio in < 15 min using the jaw blank library; finish profile is cut with the same end-mill that will machine the customer part (guarantees 5 µm repeatability).
• 3D-printed polymer jaws (HP Multi-Jet-Fusion) are infiltrated with cyanate ester for 120 °C coolant resistance.
4.2 CNC set-up
• Quick-change zero-point system (Erowa/5th-Axis) lets us swap a vise or chuck in < 30 s; repeatability ≤ 3 µm.
• First-article is probed on the machine (Renishaw OMP60) to confirm the fixture offset stack; if deviation > 5 µm we re-cut the locating pads.
• In-process probing: every 5th part on long runs; thin-wall parts get 100 % probing after roughing so we can release clamping stress before finishing.
4.3 Secondary ops / re-fixturing
• Parts that need 5 sides machined go straight from dovetail master to vacuum chuck for the final “flip” to remove the dovetail lug; vacuum groove pattern is already milled into the same aluminium plate so no extra hardware.
• Deburr while still in fixture (mini-brush tool in spindle) to avoid re-clocking for CMM.
- Delivery
• Parts are un-clamped only after final CMM report is signed; if a feature is out, we still have the original fixture datums to re-machine without a new set-up.
• Fixtures are either:
– Returned to supermarket (standard plates),
– Archived on a labelled shelf for 2 years (soft jaws), or
– Shipped with the parts (dedicated fixtures for on-going production).
• Every shipment includes the Honyo “Fixture Passport”: a QR code that links back to the exact set-up photos, clamp torques, and probe programs—so the customer or Honyo can replicate the set-up in the future without re-inventing work-holding.
Key takeaway: at Honyo the work-holding decision is made by AI during quoting, validated by engineers in DFM, and executed with quick-change hardware in production—so the part you receive is already proven, repeatable, and ready for scale-up.
Start Your Project
Optimize your CNC machining with precision workholding solutions!
Contact Susan Leo at info@hy-proto.com today.
Shenzhen-based factory delivering custom, reliable fixtures for peak performance.
🚀 Rapid Prototyping Estimator








