

Contents
Manufacturing Insight: Pem Nuts For Sheet Metal

Manufacturing Insight: PEM Nuts for Sheet Metal
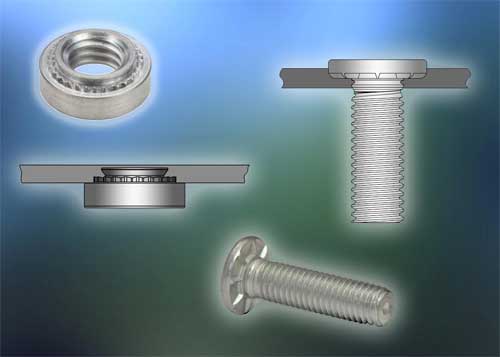
PEM nuts represent a critical fastening solution in precision sheet metal fabrication, offering superior thread integrity and pull-out strength compared to alternatives like weld nuts or self-clinching types in specific applications. At Shenzhen Honyo Prototype, we specialize in the seamless integration of these engineered inserts into thin-gauge metal components, ensuring reliable mechanical performance in demanding assemblies. PEM nuts function by displacing material during a controlled press-fit installation process, creating a permanent, load-bearing thread without welding or adhesives. This cold-forming technique preserves the base material’s properties while generating a precisely aligned, reusable thread that resists rotation and vibration—essential for electronics enclosures, automotive subsystems, and aerospace assemblies where joint integrity is non-negotiable.
The core technology relies on precision-machined cavities in the sheet metal, sized to match the PEM nut’s knurled or serrated clinch feature. During installation, a hydraulic or pneumatic press applies calibrated force, causing the insert’s annular ring to plastically deform the surrounding metal. This cold flow creates a mechanical lock that exceeds the shear and tensile strength of the base material itself. Key advantages include elimination of secondary operations like tapping or welding, reduced risk of heat distortion, and consistent torque-tension performance across production runs. Designers benefit from the ability to specify fine-pitch threads in thin materials (as low as 0.5mm) and achieve high load distribution without enlarging the footprint.
Honyo Prototype leverages advanced CNC punching and laser cutting systems to produce exact cavity geometries per PEM specifications, ensuring optimal material displacement during insertion. Our in-house tooling department maintains calibrated presses with force monitoring capabilities, critical for accommodating variations in material hardness (e.g., 5052-H32 vs. 304 stainless steel) while preventing sheet buckling or insert damage. All processes adhere to ISO 9001:2015 standards, with first-article inspections verifying thread engagement depth, pull-out force, and cross-threading resistance per ASME B18.6.9. We support rapid prototyping through our 72-hour turnaround service, allowing engineers to validate fastening performance early in the design cycle.
Below outlines common PEM nut types and their technical parameters for sheet metal integration:
| Nut Type | Material Options | Sheet Thickness Range (mm) | Typical Installation Force (kN) |
|———-|——————|—————————-|——————————–|
| SO Series | Steel, Stainless Steel, Brass | 0.76 – 3.20 | 8.9 – 26.7 |
| SOO Series | Stainless Steel | 0.51 – 1.52 | 4.4 – 13.3 |
| FB Series | Steel, Stainless Steel | 0.89 – 2.31 | 11.1 – 22.2 |
| S Series | Steel, Stainless Steel | 0.76 – 3.18 | 7.8 – 24.5 |
Our engineering team collaborates with clients to select optimal insert types based on load requirements, material stack-up, and environmental factors—such as specifying corrosion-resistant 303 stainless steel for marine applications. By integrating PEM nut installation into our end-to-end sheet metal workflow—from laser cutting to finishing—we deliver fully assembled subcomponents with guaranteed thread reliability. For projects demanding robust mechanical joints in thin substrates, Honyo Prototype provides the precision manufacturing expertise to transform design intent into production-ready reality. Contact our applications engineers to discuss your specific fastening challenges and leverage our rapid prototyping capabilities.
Technical Capabilities
PEM Nuts for Sheet Metal: Technical Capabilities
At Shenzhen Honyo Prototype, we specialize in precision sheet metal fabrication with integrated PEM® nut installation, ensuring durable, reliable threaded solutions in thin-gauge metal components. Our manufacturing capabilities include laser cutting, CNC bending, and precision welding, all optimized to support the accurate placement and performance of PEM nuts in various sheet metal applications. These fasteners are press-fit into sheet metal and provide strong, permanent threads for repeated assembly and disassembly, making them ideal for electronics enclosures, industrial equipment, and control panels.
Our process begins with high-accuracy laser cutting, allowing us to create precise hole features for PEM nut insertion. We utilize fiber laser technology capable of cutting materials from 0.5 mm to 3.0 mm in thickness with tight dimensional control. This ensures that the host hole diameter matches the specified requirements for each PEM nut type, minimizing insertion force variation and preventing damage to the surrounding material. All laser-cut features are programmed using advanced CAD/CAM software to maintain consistency across production runs.
Following laser profiling, sheet metal components undergo CNC bending operations using Amada press brakes equipped with precision tooling. Our bending capability supports bend angles from 15° to 180° with angular accuracy within ±0.2°, ensuring that formed enclosures maintain proper alignment for downstream PEM nut installation and final assembly. Critical bend reliefs and clearance features are incorporated during the design phase to prevent interference with installed fasteners.
PEM nuts are installed using hydraulic or pneumatic press systems with calibrated force monitoring. We support a full range of standard PEM nut types including SO, SOO, SOS, and self-clinching blind nuts, suitable for carbon steel, stainless steel, and aluminum sheets. Installation is performed post-laser and post-bend to maintain positional accuracy and thread integrity.
For applications requiring additional structural integrity, we offer optional spot welding or MIG/TIG welding to further secure PEM nuts, particularly in high-vibration environments or when used with non-standard materials.
The following table outlines our standard material compatibility and geometric tolerances for PEM nut integration in sheet metal fabrication:
| Parameter | Specification |
|——————————-|————-|
| Material Types | Cold Rolled Steel (SPCC), Stainless Steel (SUS304, SUS316), Aluminum (AL5052, AL6061) |
| Material Thickness Range | 0.8 mm – 3.0 mm |
| Laser Cutting Tolerance | ±0.1 mm |
| Hole Diameter Tolerance (for PEM fit) | +0.05 mm / -0.02 mm |
| Bending Tolerance | ±0.2° angular, ±0.1 mm linear |
| PEM Nut Positional Tolerance | ±0.15 mm |
| Supported PEM Nut Series | SO, SOO, SAE, SERTO, SOS, B, BS, BF |
All fabricated components with installed PEM nuts undergo first-article inspection and in-process quality checks, including thread testing with go/no-go gauges and visual verification of flush mounting. Shenzhen Honyo Prototype adheres to ISO 9001 quality standards to ensure repeatability and reliability across prototyping and low-to-mid volume production runs.
From CAD to Part: The Process

Manufacturing Guide: PEM Nut Integration in Sheet Metal Fabrication
At Shenzhen Honyo Prototype, our production process for integrating PEM nuts into sheet metal components follows a rigorously defined workflow from initial design to final inspection. This ensures dimensional accuracy, structural integrity, and seamless assembly compatibility. The process begins with AI-powered quoting, advances through Design for Manufacturability (DFM) validation, and culminates in precision production.
AI-Powered Quoting
Upon receiving a CAD file, our proprietary AI system performs an instant technical assessment of PEM nut specifications against sheet metal parameters. The algorithm cross-references nut type, material grade, sheet thickness, and hole geometry against industry standards (e.g., ASME B18.7.1) and Honyo’s material databases. Critical variables such as minimum flange width, edge distance, and hole tolerance are validated to prevent common failures like pull-through or sheet distortion. The system generates a real-time quote with preliminary feasibility flags, reducing manual review time by 70% while identifying potential conflicts in nut placement or material compatibility.
Design for Manufacturability (DFM) Analysis
All designs undergo mandatory DFM scrutiny by our engineering team before production release. This phase focuses on optimizing nut integration for manufacturability and performance. Key checks include verifying minimum bend-to-nut distances to avoid press brake interference, confirming hole size tolerances for proper nut retention (±0.05mm typical), and assessing sheet flatness requirements to prevent nut tilt during installation. We proactively recommend adjustments such as increasing flange widths for SO-type nuts or switching to self-clinching variants for thin-gauge materials. Clients receive a detailed DFM report with annotated CAD markups, ensuring alignment on critical dimensions before tooling setup.
Precision Production Execution
Production leverages automated PEM nut insertion systems with real-time force monitoring to guarantee consistent clinching. Sheet metal blanks are laser-cut or punched to precise hole specifications, followed by deburring to eliminate edge burrs that compromise nut seating. Nuts are fed via vibratory bowls into servo-driven presses that apply calibrated insertion force (typically 2–5 tons) while monitoring depth and torque. Post-installation, automated vision systems verify nut alignment (±0.1° angular tolerance) and thread integrity. Final parts undergo 100% functional testing where applicable, including torque-out validation per ASME standards. Throughout production, environmental controls maintain stable humidity (45–55% RH) to prevent material warpage affecting nut positioning.
Critical PEM nut specifications and tolerances are maintained per the following standards:
| Parameter | Standard Tolerance | Measurement Method |
|——————–|——————–|————————–|
| Hole Diameter | +0.05mm / -0.00mm | CMM or optical comparator|
| Insertion Depth | ±0.10mm | Depth gauge |
| Torque-Out (Min) | 0.8 Nm (M3) | Digital torque tester |
| Edge Distance (Min)| 1.5x nut diameter | CAD verification |
| Flatness Tolerance | 0.15mm per 100mm | Surface plate inspection |
This integrated workflow—from AI-driven quoting through DFM refinement to monitored production—ensures PEM nuts are reliably secured without compromising sheet metal integrity. Honyo’s closed-loop process reduces rework rates by 90% and delivers components ready for immediate assembly in high-value applications. All production data is traceable via our digital twin system, providing clients full transparency from CAD to certified part.
Start Your Project
Start Your Project with Precision-Engineered PEM Nuts for Sheet Metal
When it comes to durable, reliable fastening solutions in sheet metal fabrication, PEM® nuts remain a top choice for engineers and product designers across industries. At Shenzhen Honyo Prototype, we specialize in the integration of PEM nuts into custom sheet metal components, ensuring structural integrity, repeatability, and long-term performance. Whether you’re developing prototypes or scaling into low-to-mid volume production, our expertise in precision insertion and alignment guarantees results that meet exact design specifications.
PEM nuts are designed to be pressed into thin sheet metal, providing strong, permanent threads without the need for welding or adhesives. Their unique clinching mechanism allows them to lock securely into place, maintaining thread integrity even under high torque and vibration conditions. This makes them ideal for applications in electronics enclosures, industrial equipment, automotive subsystems, and medical devices—where reliability and serviceability are critical.
At Honyo, we work with a full range of standard and custom PEM nut types, including self-clinching nuts, flush head nuts, and weldless mounting nuts. Our advanced CNC punching and press-fit technologies ensure accurate placement and minimal distortion of the host material. We support materials such as steel, stainless steel, aluminum, and other alloys, with compatibility across various sheet thicknesses.
To help you select the right fastening solution, refer to the following commonly used PEM nut specifications:
| Nut Type | Material | Plating | Sheet Thickness Range (mm) | Thread Size | Installation Pressure (kN) |
|——————|—————-|—————–|—————————–|—————–|—————————-|
| S-8-32 | Low Carbon Steel | Zinc Plated | 0.76 – 1.02 | #8-32 | 4.5 |
| SO-4-40 | Stainless Steel | Passivated | 0.76 – 1.02 | #4-40 | 3.8 |
| SAE1025-0.5 | Low Carbon Steel | Zinc Plated | 0.89 – 1.14 | M4 x 0.7 | 5.2 |
| BSFN-2-56 | Brass | Natural Finish | 0.51 – 0.64 | #2-56 | 2.1 |
| CLS-M3 | Stainless Steel | Passivated | 1.02 – 1.52 | M3 x 0.5 | 6.0 |
All installations are verified using go/no-go gauges and pull-out testing to ensure compliance with industry standards. Our engineering team also provides DFM (Design for Manufacturability) feedback to optimize panel layout, hole preparation, and spacing to prevent deformation during installation.
Starting your project with Honyo means gaining a partner who understands the technical demands of modern sheet metal fabrication. We combine U.S.-based engineering standards with efficient manufacturing in Shenzhen to deliver fast turnaround, competitive pricing, and consistent quality.
Ready to integrate high-performance PEM nuts into your next sheet metal design? Contact Susan Leo today at info@hy-proto.com to discuss your requirements, request a quote, or receive technical support. Let Honyo Prototype be your trusted partner in precision manufacturing.
🚀 Rapid Prototyping Estimator
Get a rough estimate for CNC/3D Printing costs.








